Hard Anodize
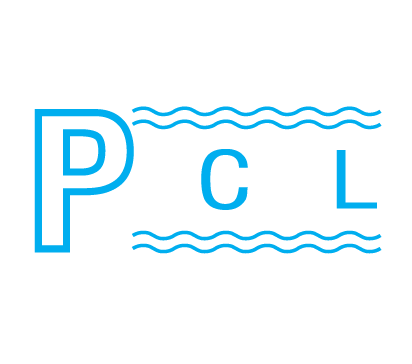
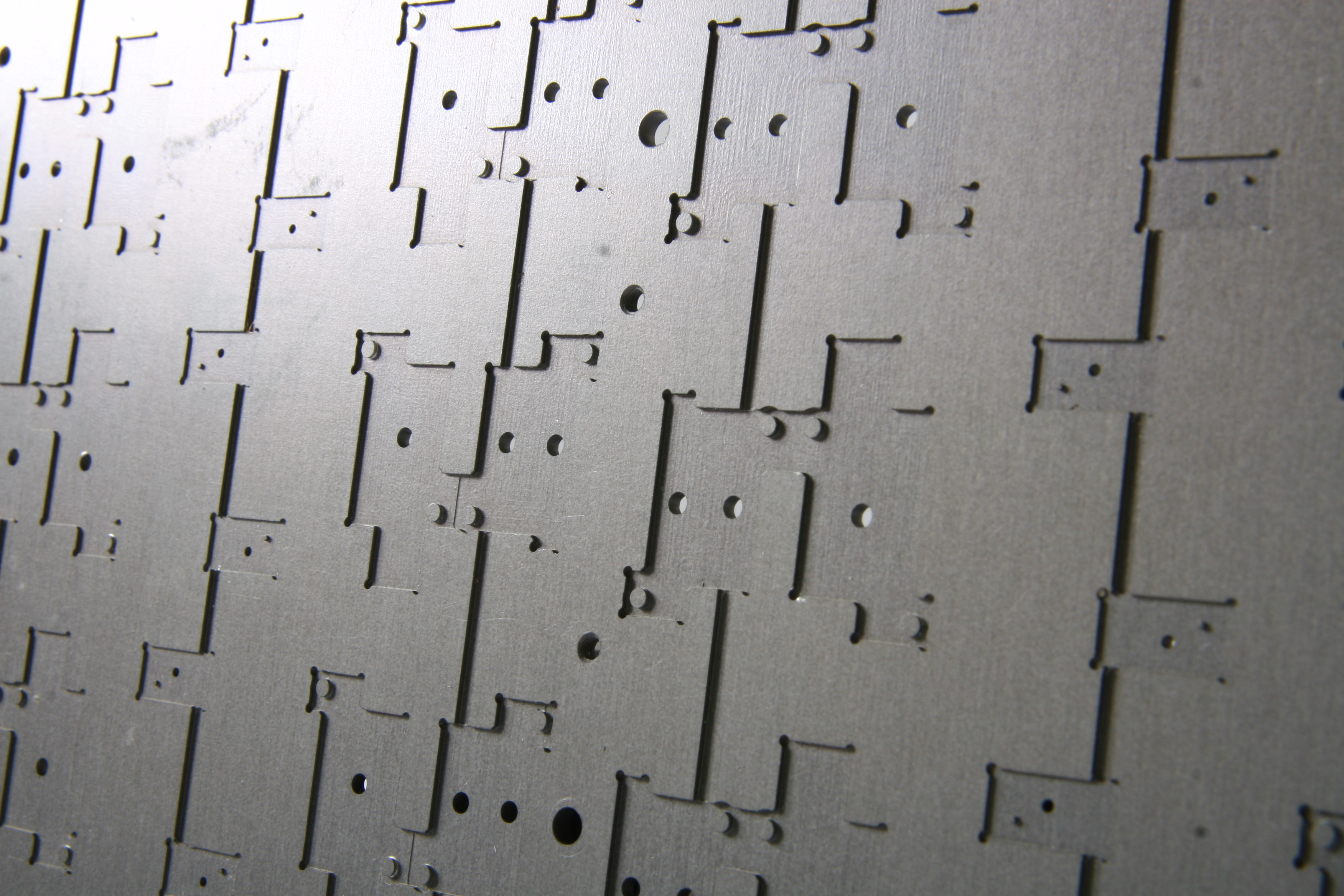
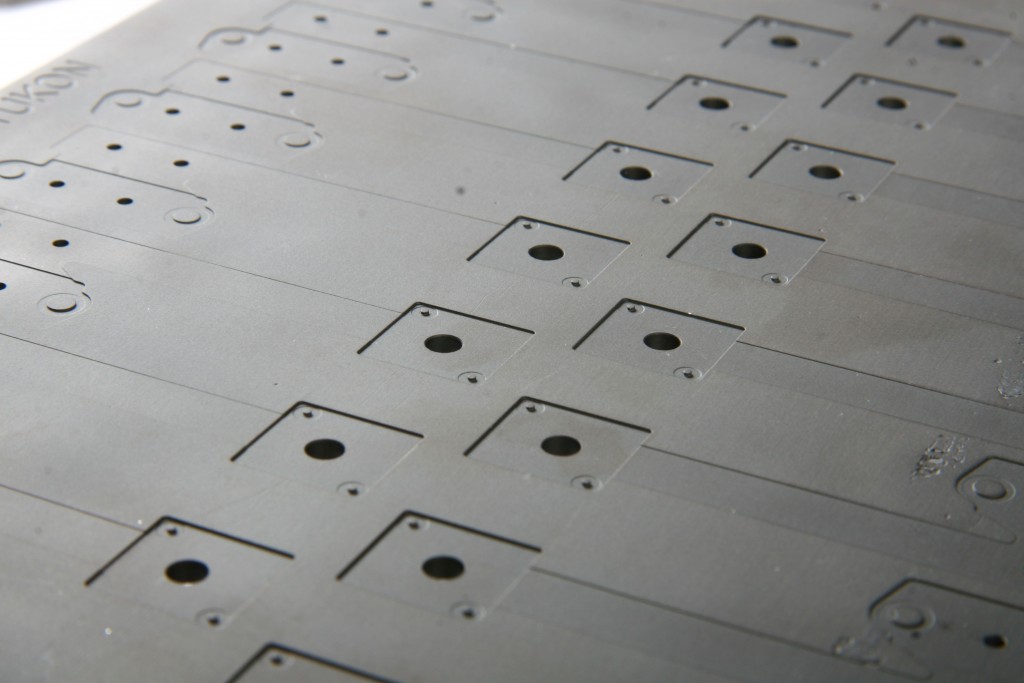
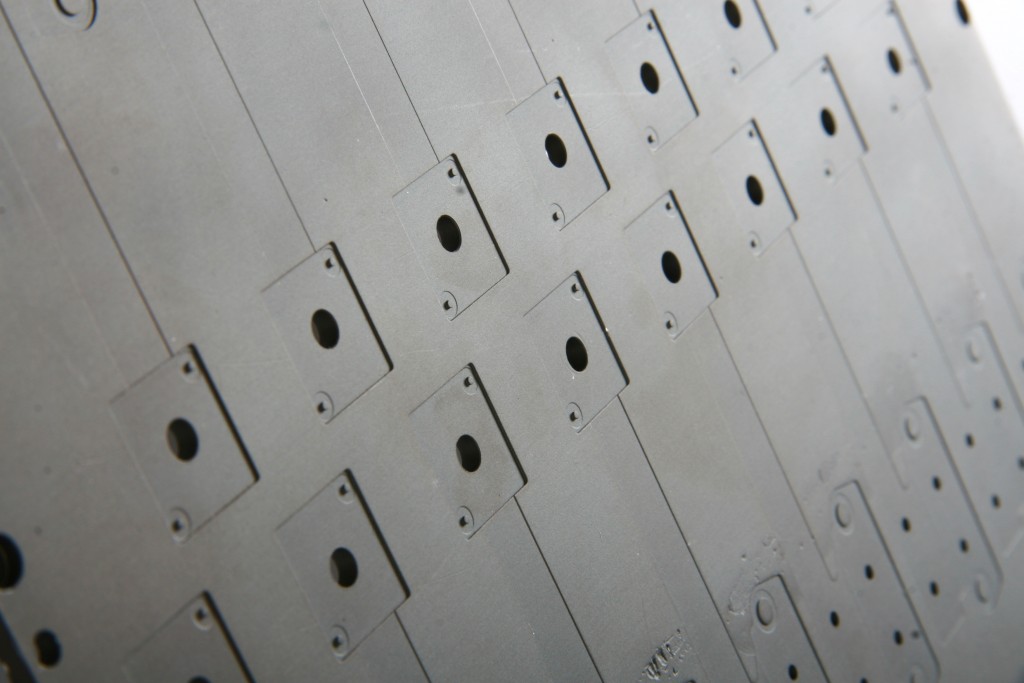
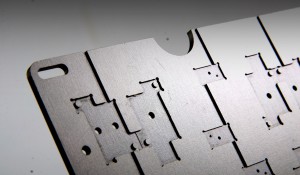
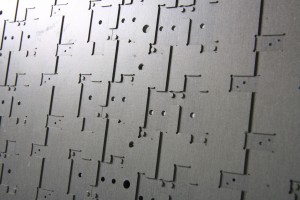
What is hard anodizing? Developed more than forty years ago, hard anodizing is an electrochemical process that involves placing an aluminum part into an electrolytic bath and applying electrical current through the bath. This process forms an oxide coating (sapphire-hard) on the aluminum part. The oxide coating is built up by a process of anodic oxidation in a cooled acid electrolyte, thus preventing any thermal or physical distortion of precision-engineered components. This oxide coating can be harder than case hardened steel and provide excellent abrasion resistance; it is protective to the aluminum part and can be very durable.
The thickness of the hard anodize piece can be very closely controlled and be applied to a wide variety of parts to suit applications from many industries. Secondary treatments such as impregnation with solid film lubricants and colored dyes

Abrasion resistance resistance for unsealed coatings are tested by method 6192 of FED-STD-141 using CS-17 wheels with 1000 gm load. The anodic coating shall have a maximum wear index of 3.5 mg/1000 cycles on aluminum alloys having a copper content of 2 percent or higher. The wear index for all alloys shall not exceed 1.5 mg/1000 cycles” Type III: Thickness as specified on drawing. If not specified nominal thickness shall be 0.002” + – .0002 Class 1: Not dyed or pigmented. Class 2: Dyed. (Specify color on contract). Hard anodic oxide coatings find application in the engineering industry for components which require a very wear resistant surface. “Flash” hard anodize may be used instead of conventional anodize for corrosion resistance. Nominal coating thickness: .002 inch (2.0 mils) +/- 20%. Allowance must be made for dimensional increase. An increase in dimension, equal to ? of the coating thickness, can be expected for each surface. In the case of small holes and tapped holes, coating thickness can vary from no film to full thickness. In general, holes over ? inch should be anodized. Major and minor thread dimensions will be increased by 2x’s the build up thickness. leo.

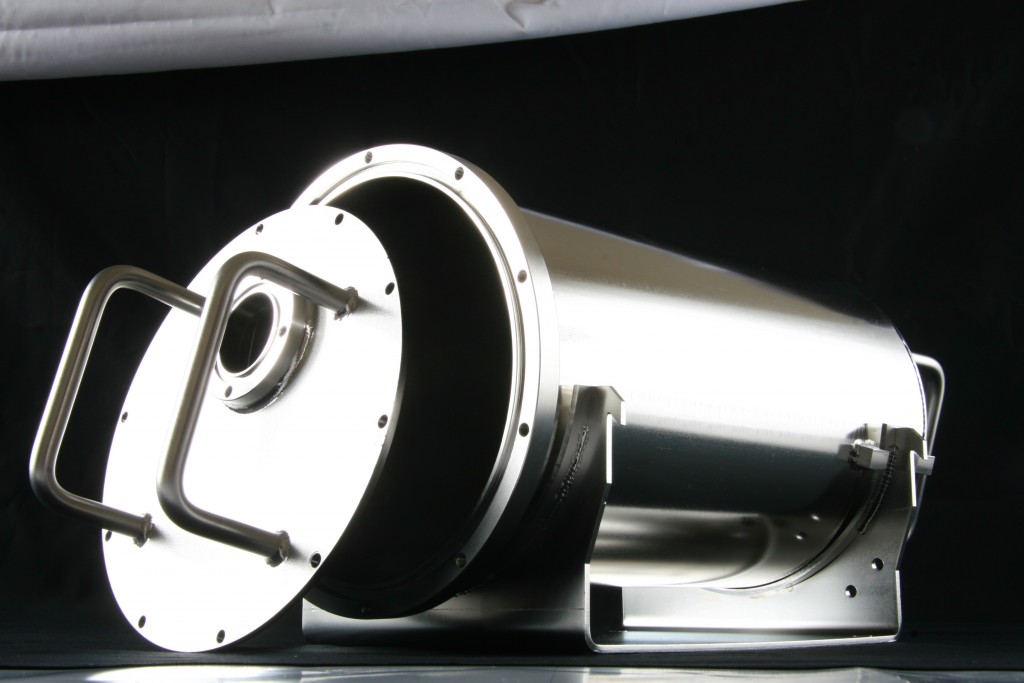
The results of this research and development is the World’s Finest hard Anodize Process with PCL the following advantages are readily achievable: Capability of Hard Anodizing ALL aluminum alloys. Higher abrasions resistance than conventional hard anodize Higher uniformity of coatings 50% higher thermal conductivity greater corrosion resistance – Excellent thermal conductivity – Good malleability and ductility – Imparts a surface as hard as some gemstones – Increase in the surface hardness upto 1000 V.P.N. – Excellent lubricating properties especially for continuously moving – Excellent corrosion and abrasion resistance. – Enhancement of working life Applications include: Pneumatic Cylinder Tubes, Pneumatic Valve Spools, Pump Components, Automotive Hydraulic Components, Pulleys, both Vee and Timing types, Plasma etching equipment, Drugs Machinery, Food Handling Machinery, Plastics Machinery, Pistons, Cylinders, Actuators, Engine Blocks, Solenoid Valves and many many more.
Similar Projects
 Passiviation
Passiviation
{kind=link}
 Electropolishing
Electropolishing
{kind=link}